Supermarket car parks handle enormous volumes of vehicle and pedestrian traffic simultaneously, and the mix of reversing cars, trolleys, and pedestrians creates a high-risk environment. Bollards and barriers define safe pedestrian crossings, protect building entries and trolley bays from vehicle strike, and guide traffic through the car park in an orderly way.
Supermarkets receive deliveries continuously throughout the day and night. Loading docks are shared by delivery drivers, forklift operators, and store staff, often in low light and under time pressure. Dock-PRO gates close off the open dock face when trucks are not present, while barriers and bollards define safe zones around the receiving area.
The stockroom is a working warehouse environment inside a retail building. Forklifts and pallet jacks move through narrow aisles alongside staff restocking shelves and picking orders. HD Barriers and ECO-Rail create defined traffic lanes and pedestrian pathways, separating workers on foot from powered equipment.
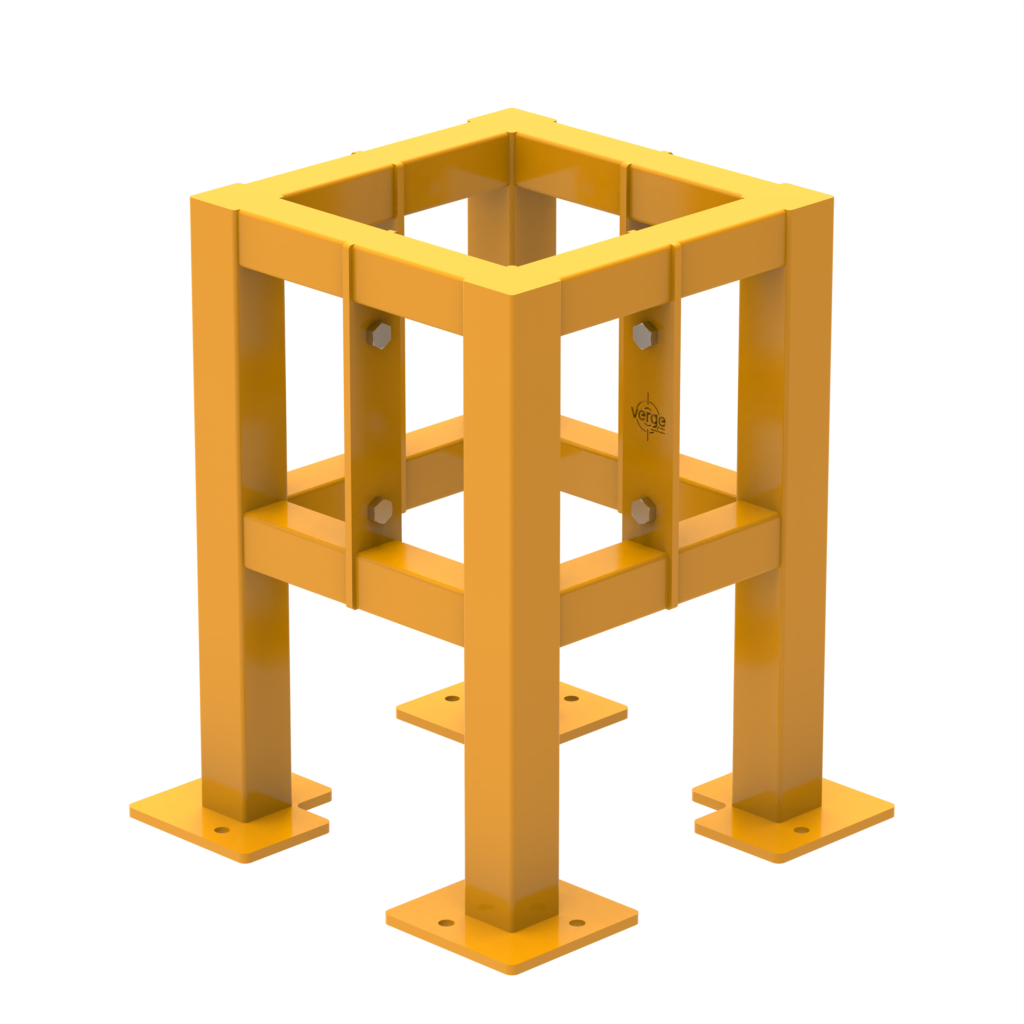
Cool room entries are high-traffic pinch points where forklifts and staff constantly cross paths in confined spaces. Overhead door protectors prevent door frame damage from forklift contact, while column protectors and wall guards absorb impact in these tight entry zones.
The external perimeter of a supermarket, particularly around main entries and trolley bays, needs protection from vehicle strike. Bollards at building entries prevent cars from mounting kerbs or striking the facade and protect the pedestrian areas immediately outside the store entrance.
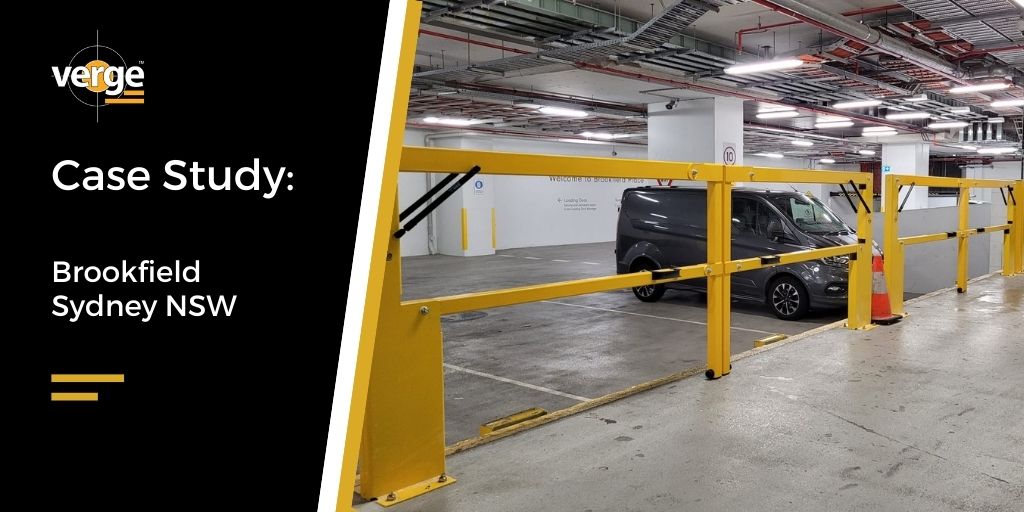
Staff entries and service vehicle access points need to be clearly defined and controlled. Boom gates and bollards manage access, prevent unauthorised vehicles from entering service areas, and keep staff pedestrian routes separate from delivery vehicle movements.